Plastic Manufacturing Things To Know Before You Get Thiss
Wiki Article
Not known Facts About Hon Hai Precision
Table of ContentsA Biased View of Plastic ManufacturingLean Production - TruthsMfg Fundamentals ExplainedThe 5-Minute Rule for Plastic ManufacturingExamine This Report about Lean ProductionLittle Known Questions About Oem.
The message on this page is a sample from our complete White Paper 'Injection Moulding for Purchasers' - * Example text * - for full overview click the download button over! Intro This overview is planned for people who are looking to source plastic mouldings. It gives a much required understanding right into all that is entailed with producing plastic components, from the mould device needed to the moulding procedure itself.If you wish to explore additionally, the guide covers types of mould devices, in addition to special ending up procedures such as colours & plating. Words that are highlighted can be discovered in the glossary in the appendix ... Part I: Moulding: The Essentials The Advantages of Injection Moulding Plastic injection moulding is a really precise process that uses numerous advantages over various other plastic handling approaches.
Precision is perfect for very complex components. You can hold this moulding in the palm of your hand as well as it has employers, ribs, metal inserts, side cores and holes, made with a sliding closed off attribute in the mould tool.
The 7-Minute Rule for Oem
from material feed Product melting; material injection; cooling time cooling down ejection to the re-closing of the mould tool ready for prepared next cycleFollowing Draft angles - The wall surfaces of a moulded part should be somewhat tapered in the instructions in which the component is expelled from the mould device, to permit the component to be expelled quickly.
Ejector stroke - The pressing out of ejector pins to expel the moulded component from the mould tool. Ejector stroke rate, size and timing needs to be thoroughly controlled to stop damages to the ejectors and also mould tool, yet at the exact same time make the moulding cycle as brief as possible.
Some Ideas on Lean Production You Need To Know
Ribs - When a plastic component has thin walls, ribs are included in the design to make the thin walls stronger Side cores - Side action which creates an attribute on a moulded component, at an opposing angle to the normal opening direction of the mould tool. die casting. The side core needs to be able to withdraw as the plastic part can not be expelled or else.
Wall surfaces - The sides of a moulded part The text on this web page is an example from our full White Paper 'Injection Moulding for Buyers'.
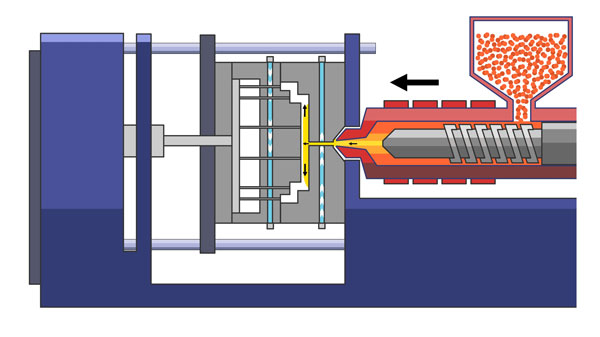
Manufacturing process for creating components by injecting liquified product into a mould, or mold Streamlined diagram of the process Shot moulding (U.S. punctuation: injection molding) is a manufacturing process for generating components by injecting molten product into a mould, or mold. Injection moulding can be done with a host of products primarily consisting of metals (for which the process is called die-casting), glasses, elastomers, confections, as well as the majority of commonly polycarbonate as well as thermosetting polymers. Injection moulding is commonly utilized for producing a variety of parts, from the tiniest elements to entire body panels of cars and trucks. Shot moulding utilizes a special-purpose machine that has three components: the injection device, the mould as well as the clamp.
Some Of Manufacturing Industries
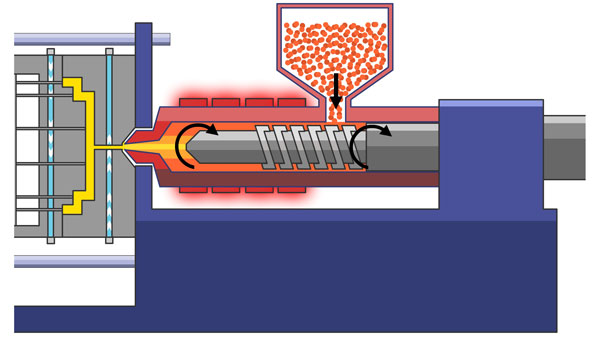
Process qualities [modify] Injection moulding makes use of a ram co packer or screw-type plunger to force liquified plastic or rubber material right into a mould cavity; this strengthens into a form that has complied with the shape of the mould. It is most typically made use of to process both polycarbonate and try this thermosetting polymers, with the volume use the former being considerably higher.: 13 Thermoplastics prevail as a result of features that make them highly suitable for injection moulding, such as simplicity of recycling, adaptability for a variety of applications,: 89 as well as capability to soften and stream on heating.In numerous tooth cavity moulds, each cavity can be similar and also form the very same components or can be unique and also create several different geometries during a single cycle. Moulds are normally made from device steels, but stainless steels and also aluminium moulds are suitable for particular applications. Aluminium moulds are generally ill-suited for high quantity manufacturing or parts with slim dimensional tolerances, as they have inferior mechanical properties as well as are more susceptible to put on, damage, as well i thought about this as deformation throughout the shot and clamping cycles; however, aluminium moulds are economical in low-volume applications, as mould construction expenses and also time are considerably lowered.
When sufficient material has gathered, the material is compelled at high stress as well as rate right into the component forming tooth cavity. The exact quantity of contraction is a function of the material being used, and can be relatively foreseeable. To avoid spikes in pressure, the process usually utilizes a transfer placement corresponding to a 9598% complete tooth cavity where the screw shifts from a consistent velocity to a constant stress control.
Not known Incorrect Statements About Additive Manufacturing
Once the screw reaches the transfer position the packaging pressure is applied, which finishes mould filling as well as makes up for thermal contraction, which is quite high for thermoplastics about numerous various other products. The packing stress is applied up until the gate (dental caries entrance) solidifies. As a result of its little size, eviction is normally the top place to solidify via its whole thickness.: 16 Once eviction solidifies, no more material can go into the tooth cavity; accordingly, the screw reciprocates and also gets material for the next cycle while the product within the mould cools down so that it can be ejected and be dimensionally stable.Report this wiki page